复兴号“风火轮”研发记
发布时间:2024-12-21 16:39:33 来源: sp20241221
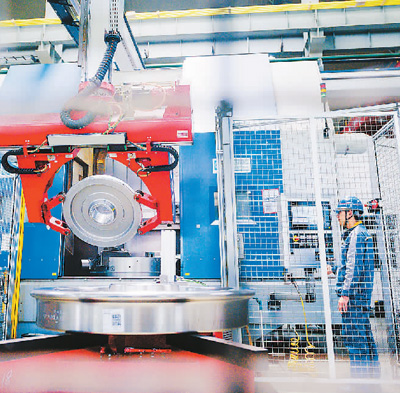
高铁车轮加工车间。

马钢车轮精加工生产线。
复兴号高速车轮模型。

技术人员在交流生产方案。 本版照片均为马鞍山钢铁股份有限公司提供

马钢科技展厅展出的轮轴产品。
高速列车贴地而“飞”,离不开“风火轮”——高速车轮,它直接影响高铁的安全性与舒适性,是世界公认技术要求高、生产难度大的车轮尖端产品。
如今,中国研制的高铁车轮不仅用于国内高铁,还出口海外。
7月24日,又传来一则令人振奋的消息:G6410次复兴号列车驶入长沙南站,稳稳停靠在站台,整车装用复兴号动车组上的国产高速车轮实现安全服役60万公里的阶段目标。
高速车轮研发究竟难在哪儿?经历了怎样的艰辛过程?日前,记者探访掌握了一批具有自主知识产权的轮轴生产制造核心技术的中国宝武旗下马鞍山钢铁股份有限公司。
核心技术是买不来的
2006年,从东北大学毕业的赵海来到马钢实习。第二年,就赶上一件大事:首列时速300公里国产CRH2-300型和谐号动车组列车问世,中国自此有了自己的高铁。
当时,中国已掌握动车组列车的总成、车体、转向架、牵引电机、牵引变压器、牵引变流器、牵引控制、列车网络控制和制动系统等关键技术及10项主要配套技术,构建起国产动车组系列产品技术平台,但仍有关键技术尚未突破。
在中国铁路大提速背景下,2008年,由科技部、原铁道部共同组织实施并启动“十一五”国家科技支撑计划“中国高速列车关键技术研究及装备研制”重大项目,高速车轮就是其中之一。
在1963年和1964年,马钢先后成功轧制出中国第一件轮箍和辗钢整体车轮,结束了中国只能用“洋箍”“洋轮”的历史。作为新中国最早生产火车车轮的企业,马钢肩负起高速车轮研发重任。
对马钢来说,尽管有普通列车车轮生产基础,但生产高速车轮,一切都得从头来。
据悉,一节高铁车厢重达五六十吨,每一对车轮需要长期承受十几吨的往复循环载荷,还要保证在复杂条件下高速安全运行,这对车轮的纯净度、韧性、硬度、精度等都有严苛的技术要求,与制造普通火车车轮难度不可同日而语。
“高速车轮是高技术、高质量和高风险产品,也是高速列车系统中公认的‘塔尖’产品,相关国家和企业坚持‘不申报专利、不发表论文、不接受交流参观’,没有任何经验可以借鉴。”赵海已成长为马钢技术中心首席研究员,“核心技术是买不来的,创新不是一蹴而就的,我们靠自己的智慧和双手去拼出一片新天地。如今,马钢在高速车轮设计、生产制造、检测评价等方面,拥有一批自主知识产权。”
从众多排列组合中寻找答案
高速车轮是一种碳素微合金钢制品,无论是钢材配方还是工艺控制,参数调整牵一发而动全身。任何一点成分和温度的微小变化都会引发性能的改变,进而影响成品质量。“研发人员要从众多工艺的排列组合中找出答案。”赵海说。
中国幅员辽阔,地域温差大,这给高速车轮研发提出了更高要求——高速列车要行驶在复杂多变的环境中,车轮材料硬度要高,寿命才能更长;同时还要保证韧性,满足不同气候环境下的行车安全。赵海说:“只能靠反复摸索,我们把市面上见到的高速车轮反复分析配方、性能,做实验、找差距,在此过程中研发团队建立起对高速车轮标准体系的认知。”
2010年,马钢研发的D1高速车轮在时速200—250公里和谐号动车组上实现小批量装车试验,完成了64万公里运用考核,表现优异。
研发的脚步始终没有停下。随着中国高铁再次提速,2014年,时速350公里的中国标准动车组轮轴设计研究启动,马钢重点负责车轮开发。
经过多年历练,赵海成长为车轮研发团队骨干和青年技术带头人。在老一辈科研人员的精心指导下,赵海和团队成员起早贪黑开展上百次试验。炉台前、热处理操作室、机加工现场,到处可以看到他们忙碌的身影。
有了D1材质车轮的基础,这次研发进程顺利很多。8个月,团队就完成了材料研发和关键制造工艺设计,开发的时速350公里D2材质车轮通过权威机构检测,综合性能优于进口ER8材质车轮。
通过检测后,接下来要进行的是60万公里装车考核。大西线、郑徐线、哈大线……为了考察车轮的适应性,要在国内不同的线路上试验。车跑到哪儿,“赵海们”就跟到哪儿。
60万公里的跟踪考察让他们掌握了高速车轮的关键应用数据,“赵海们”发表了多篇论文。考察结果显示,马钢高速车轮性能优异,表现稳定。
2017年1月,马钢时速350公里高速车轮获得CRCC(中铁检验认证中心)认证,成为国内第一家具备高速车轮商业化资质的企业,中国在高速车轮产品和技术上实现了完全自主可控。
经过论证,2021年马钢高速车轮获准在复兴号高铁上扩大运用测评。这次测评,主机厂提出了加严要求。研发人员对高速车轮全流程生产工序进行梳理,发现热处理工序是提升产品性能的瓶颈,并设计出多套热处理试验方案,组织生产试验。经性能数据对比,优选最佳工艺方案,产品达到主机厂的加严要求。
经马钢和第三方机构检验,新工艺国产化高速车轮合格率100%!
“车轮是高铁上安全风险最高的零部件,其跟踪验证周期漫长。”赵海说。按照国铁集团统一部署,马钢高速车轮先装配在综合检测车进行考核验证,也就是每天发出的第一辆在高铁线路上空载运行的车辆,待累积安全行驶一定公里数后,再批量整车装配载客运营车上运行。
向轮轴领军企业迈进
今年元旦,整列装用国产高速车轮的复兴号长编组动车组从武汉站驶向天津,马钢高速车轮就此进入中国高铁整列小批量装车应用阶段。
期间,每次高速列车夜间入库都要对车轮全数进行状态检查,每10万公里都要对高速车轮进行超声波探伤检查和磨耗测量。
“这是进入批量商业化运用阶段前的‘终极考验’。”宝武马钢轨交材料科技有限公司(简称马钢交材)技术中心首席工程师鲁松介绍,7月,已有整车装用复兴号动车组上的国产高速车轮实现安全服役60万公里的阶段目标。
投入上百名研发人员、进行几十轮工业试验、实施多轮技术改造,马钢获得100多项专利,研发出具有自主知识产权的高速车轮。
跟随鲁松的脚步,记者来到马钢科技展示厅。大小各异的轨道交通用车轮模型排成一列,灯光勾勒出复兴号的形状。低地板弹性车轮、350公里复兴号高速车轮、和谐3型动力机车轮……这里,最小车轮模型直径580毫米,最大车轮模型直径1250毫米,车轮闪着耀眼的光,似在讲述这家钢铁企业在中国车轮发展史上的光辉历程。
“我们是制造业单项冠军示范企业,综合研发制造能力处于世界先进水平,产品实现谱系全覆盖,出口全球70多个国家和地区。”鲁松介绍。
对马钢的科研人员来说,这些成果更像一种激励。高速车轮的研发还有很多课题,比如,国产车轮能否支撑中国高铁再提速?
这正是赵海眼下的任务。“我们也在参与新一代时速400公里高速车轮研发工作。从时速350公里到400公里,最关键的技术不是能不能跑起来,而是能不能停得住、停得稳、停得准。”赵海说,“很幸运赶上了中国高铁发展黄金期,亲眼见证并参与国产高速车轮从无到有的进程,希望能为中国高铁发展贡献更多力量。”
再如,“双碳”目标下,如何在车轮制造过程中持续减碳?“车轮产品生产流程很长,从铁矿石开采到炼铁、炼钢,再到车轮制造,以及后续运输等环节,都有能源消耗和碳排放,‘碳足迹’复杂。”鲁松说。
为此,马钢协同上下游采用“链长式”低碳管理模式,从降碳设计顶层规划入手,进行产品全生命周期低碳路径管控,成功开发出低碳45吨轴重重载车轮,实现制造全流程降碳20%以上,产品获得海外客户认可。
面对城市地铁噪声扰民难题,马钢研发出适用于地铁车辆的组合式弹性车轮,率先在合肥地铁实现载客运行,为城市轨道交通提供了绿色、低噪音的新方案。
鲁松表示,以用户体验为关注焦点,坚持创新驱动,推动轮轴产业升级,向轮轴产业领军企业迈进,是他们接下来的目标。
(责编:赵欣悦、袁勃)